
M-skip (Multi-Skip) Technique
یکی از روشهای التراسونیک با قدرت متوسط که توانایی بازرسی سریع مخازن، لوله ها و پلیت ها را دارد.
قابلیتها
روش M-Skip (Multi-Skip) از دو پروب زاویه دار جهت ایجاد امواج برشی تشکیل شده است که قابلیت عبور این امواج با حرکت به سطح و داخل قطعه از کاهش قدرت بازرسی جلوگیری میکند. با محاسبه و آنالیز زمان حرکتی سیگنالها، اطلاعات کمی حاوی ضخامت و یا وجود عیوب بدست آید.
از طریق پروبهای مذکور، اندازهگیریهای دقیقی به کمک میانگین ابعاد محاسبه شده امکانپذیر میباشد. در این روش نواحی دیگر همچون ساپورت و گیرهها در اطراف لولهها، منجر به خطا در اندازهگیری نمیشوند. تغییرات بوجود آمده در سیگنالهای دریافتی (بصورت قدرت و یا زمان دریافت سیگنال) بیانگر وجود عیوب و یا کاهش ضخامت میباشد.
از طرف دیگر عیوب سطحی و یا نزدیک به سطح پشتی نیز قابل ردیابی میباشند. در برخی موارد نیز امکان بازرسی عیوب سطحی نیز وجود دارد. از نظر کلی در مقایسه با روش CHIME شرایط بهتری را برای بازرسی فراهم میکند.
قابلیت بازرسی از سیستم پایپینگ را در شرایطی که حتی ساپورتها و دیگر موانع (همچون گیرهها) نیز مشکلی ایجاد نکنند، فراهم میکند. با توجه به فاصله ۱m مابین پروبها، امکان بازرسی در این بازه را برای لولهها با هر قطری فراهم میشود.
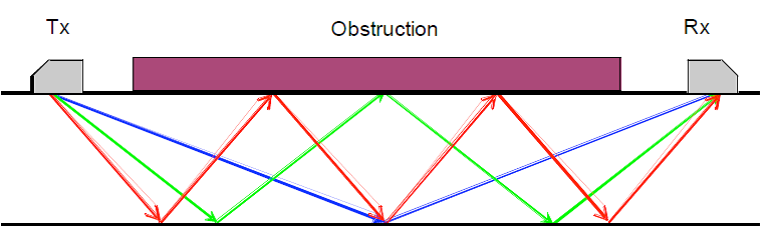
بازرسی از طریق اولین سه سیگنال ایجاد شده مابین پروب فرستنده و گیرنده درصورت عدم وجود عیوب
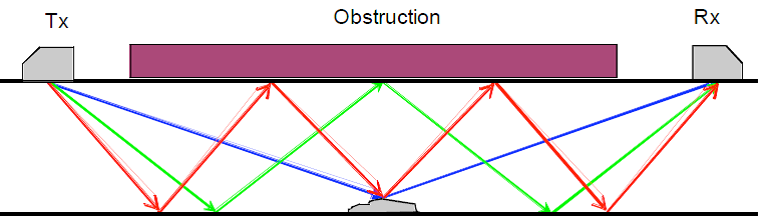
بازرسی از طریق اولین سه سیگنال ایجاد شده مابین پروب فرستنده و گیرنده در حضور عیوب
محدودیتها
روش M-Skip برای بررسی عیوب/ خوردگی بکار گرفته میشود. مشخص است که اطلاعات کمی حاصل از این روش، یعنی بررسی عیوب و ضخامت قطعه در خطی مابین دو پروب امکانپذیر است.
اسکن اطلاعات حاصل از عیوب از یک جهت منجر به عدم امکان بازرسی با از دیگر جهات میگردد و لذا این نقیصه منجر به عدم امکان محاسبه عمق عیب میگردد. در این شرایط کاهش ضخامت قطعه تنها بصورت عیوب خطی فرض میگردد. از طرفی وجود عیب جداگانه در بین پروبها بصورت یک عیب خطی فرض میگردد.
پروبهای فرستنده و گیرنده باید ۱m از هم فاصله داشته باشند، این شرایط برای بازرسی تجهیزات با دیوارههای موازی و یا نسبتاً موازی مناسب بوده در حالیکه برای تجهیزات دوار نیز قابل استفاده میباشد.
برای اطمینان از نتایج، بهتر است که بازرسی به روش UT نیز انجام گیرد.
برای شرایط بهینه در این روش، باید در محدودهای که بین دو پروب قرار میگیرد ضخامت قطعه هیچگونه غیر هم ترازی نداشته باشد تا بصورت عیبی همچون کاهش ضخامت محاسبه گردد (برای مثال شروع و پایان نقاط اسکن لوله، روی ساپورت انجام گیرد).
بازرسیهای صورت گرفته توسط پروبهای این روش در هر دو حالت حرکت خطی و دوار امکانپذیر است. پروبهای با زاویه کم برای حرکت دوار استفاده شده تا زاویه تقریباً ثابتی روی سطح داخلی قطر لوله داشته باشند.
وجود پوششها میتواند تاثیر محسوسی بر کیفیت و دامنه سیگنالهای M-Skip داشته باشند.این اثرات در کنار سیگنالهای بازتابی ناخواسته از پوششها روی نتایج بازرسی تاثیر منفی دارند.
برای تجهیزات با ضخامت پایین (کمتر از حدود ۱۰mm)، سیگنالی از عیوب منفرد دریافت نشده و لذا اطلاعاتی پیرامون این عیوب دریافت نمیگردد.
تجربه نشان میدهد که اطلاعات حاصل از عیوب در ضخامتهای بیش از ۱۵mm قابل اطمینان میباشند ولی به هر حال برخی از سطوح با شکل نامنظم منجر به کاهش ضخامت میشوند، یعنی باعث حذف برخی از سیگنالهای دریافتی میگردد ولی این امر بواسطه بهینه کردن پروبها قابل اصلاح است.
الزامات این روش و پارامترهای تاثیرگذار
- دسترسی دستی به اتصال پروب و اسکنر
- تمیزی کافی در محل اتصال پروبها و دیگر تجهیزات بازرسی (حدود ۱۰۰mm اطراف آن)
- ماکزیمم فاصله پروبها ۱m
شرایط سطوح دارای کیفیتی همچون بازرسی UT