
(Creeping / Head wave Inspection Method(CHIME
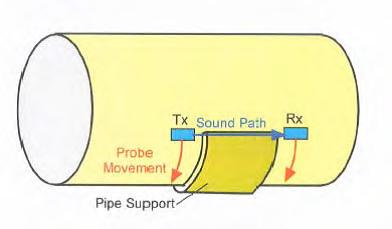
یکی از روشهای UT با دامنه امواج متوسط و سرعت بالا میباشد که برای بازرسی مخازن، پایپینگ و پلیتها بکار گرفته میشود. کاربرد اصلی این روش بررسی خوردگی لولهها تحت ساپورتها و همچنین تجهیزاتی که در دسترس مستقیم نباشند، میباشد (برای مثال خوردگی لولههای تحت صفحات نازل). با این روش میتوان خوردگی بوجود آمده در داخل و خارجی سطوح لولهها را ارزیابی کرد ولی داخل و یا خارج بودن آن قابل تشخیص نیست.
قابلیتها
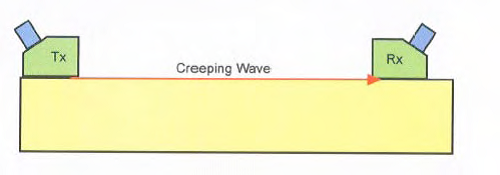
روش CHMIE بوسیله دو پروب، امکان بازرسی کل متریال را فراهم میکند (یک فرستنده و دیگری گیرنده). کفشکهای پروب CHMIE برای دریافت امواج بصورت زاویهدار بوده که در سه حالت زیر میباشند:
- امواج خزشی – امواج فشاری اسکن کننده سطح
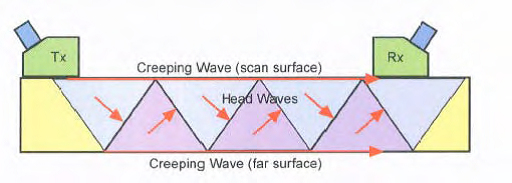
۲٫ توده امواج – امواج با دامنه کوتاه
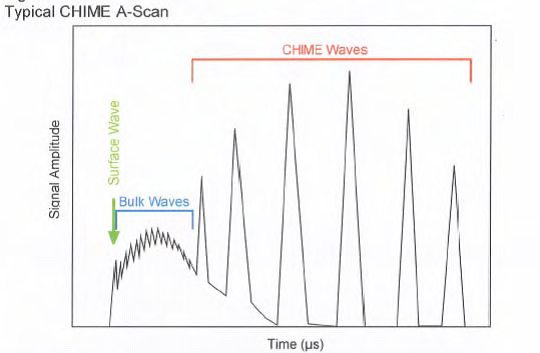
۳٫ امواج بالاسری (یا امواج CHMIE) – امواج زاویه داری که در زاویه بحرانی °۳۳ تولید میشوند. موج خزشی زمانی که موج بالایی با سطح دورتر برخورد میکند، ایجاد میگردد. این شرایط در سطوح داخلی و خارجی تکرار میگردد. موجهای خزشی ایجاد شده در سطح بوسیله دریافت کننده شناسایی میشود. رابطه مستقیمی بین زمان ایجاد پیکها و ضخامت قطعه وجود دارد.
سیستم پیچیده انواع موجها، الگوی پیچیدهای از سیگنالها را پدید میآورد:
من یک بلاک متن هستم، روی دکمه ویرایش کلیک کنید تا این متن را تغییر دهید. Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
وجود تغییر در دامنه و زمان دریافت سیگنال بیانگر وجود عیب در متریال دارد. سیگنالهای A-Scan تحلیل شده و براساس دامنه سیگنال بصورت تصویر در میآید (مشابه اطلاعات TOFD).
اگرچه این روش براساس ایجاد تصویر خروجی میدهد ولی توانایی ایجاد ارزیابی عیوب بصورت نیمه کمی را دارد. سیگنالها را میتوان بصورت زیر دستهبندی کرد:
- کاهش ضخامت تا کمتر از ۱۰%
- کاهش ضخامت ۴۰%-۱۰%
- کاهش ضخامت تا بیش از ۴۰%
تغییر در سیگنال عبوری نیز بیانگر وجود عیب است. در صورتیکه تمامی سیگنال از بین برود یعنی عیب بزرگی وجود داشته و به راحتی قابل بررسی میباشد. میزان کاهش سیگنال متناسب با سطح و عمق (یعنی حجم) عیب میباشد، یعنی کاهش کمتر سیگنال متناسب با عیب کوچکتر و حجم بزرگتر عیب متناسب با کاهش بیشتر سیگنال میباشد.
وجود دو پروب میتواند برای تجهیزات حلقوی شکل (دور لوله) و یا خطوط مستقیم (در طول لوله) به کار آید. برای حالت حلقوی نسبت OD/ID≤۱٫۱۹ می باشد.
محدودیتها
- برای بازرسی دور تا دور لوله، قطر آن باید بزرگتر از ۷۵mm و نسبت OD/ID≤۱۹ باشد. برای نسبتهای بزرگتر نیز این روش کارایی دارد ولی نتایج بدست آمده قابل اطمینان نمیباشند. برای امواج طولی، محدودیتی براساس قطر وجود ندارد.
- در شرایط ایجاد امواج محوری، فاصله بین پروب فرستنده و گیرنده باید کمتر از ۱m باشد. برای امواج حلقوی این فاصله باید کمتر از حدود ۷۰۰mm باشد.
- مناسب برای ضخامتهای ۳-۵۰mm
- نتایج نیمه کمی دارد.
- تنها مناسب برای متریال با دو دیواره موازی و یا نیمه موازی است.
- برای ارزیابی عیوب کوچکتر و با توجه به میزان حساسیت موج التراسونیک نیاز به پروب CHIME با کریستال بزرگتر (معمولاً ≥۱۵mm) میباشد.
- کاهش دامنه سیگنال خروجی CHMIE میتواند ناشی از عوامل زیر باشد:
- فاصله بین لوله و ساپورت که منجر به خنثی کردن امواج خزشی میگردد
- وجود پوشش
- عدم وجود زبری سطح مناسب در محل بازرسی و یا محل دریافت سیگنال
- کاهش و یا عدم اثر بخشی کوپلینگ پروب
مکانیزمهای فوق که منجر به کاهش سیگنال دریافتی میگردند، ممکن است توانایی این روش را بخاطر تشخیص اشتباهی عیوب کاهش دهند (بصورت کاهش ضخامت نتایج ظاهر میگردند). تجربه نشان داده است که توده امواج نسبت به سیگنال منفرد CHIME به موارد فوق حساسیت کمتری دارد.
الزامات این روش و پارامترهای تاثیرگذار
- قابلیت دسترسی به اتصال پروبها به تجهیز مورد بازرسی.
- تمیز کاری کافی بر روی لوله (حدود ۱۰۰mm تا اطراف پروب)
- سطوح باید از نظر بازرسی همچون شرایط آزمون UT آماده باشند.
- برخی گزارشها از تحلیل بازرسی سطوح داخلی متریال، بیانگر کاهش کیفیت اطلاعات حاصل میباشد. در این شرایط میتوان از روش pulse-echo (p-e) استفاده کرد ولی این روش قابلیت تشخیص عیوب خوردگی را ندارد.